
螺纹,是指沿螺旋线形成的连续凸起或凹陷。在圆柱体上的螺旋状凹凸纹路,称为「螺纹」。在圆柱表面的纹,称为「外螺纹」,在物体孔里的内壁,称为「内螺纹」。是螺钉和螺帽的基本构造。

基本参数
相关知识
在圆柱或圆锥表面上,沿着螺旋线所形成的具有规定牙型的连续凸起。凸起是指螺纹两侧面的实体部分。又称牙。
在机械加工中,螺纹是在一根圆柱形的轴上(或内孔表面)用刀具或砂轮切成的,此时工件转一转,刀具沿着工件轴向移动一定的距离,刀具在工件上切出的痕迹就是螺纹。在外圆表面形成的螺纹称外螺纹。在内孔表面形成的螺纹称内螺纹。螺纹的基础是圆轴表面的螺旋线。通常若螺纹的断面为三角形,则叫三角螺纹;断面为梯形叫做梯形螺纹;断面为锯齿形叫做锯齿形螺纹;断面为方形叫做方牙螺纹;断面为圆弧形叫做圆弧形螺纹等等。
几何参数
圆柱螺纹主要几何参数
①外径(大径),与外螺纹牙顶或内螺纹牙底相重合的假想圆柱体直径。螺纹的公称直径即大径。
②内径(小径),与外螺纹牙底或内螺纹牙顶相重合的假想圆柱体直径。
③中径,母线通过牙型上凸起和沟槽两者宽度相等的假想圆柱体直径。
④螺距,相邻牙在中径线上对应两点间的轴向距离。
⑤导程,同一螺旋线上相邻牙在中径线上对应两点间的轴向距离。
⑥牙型角,螺纹牙型上相邻两牙侧间的夹角。
⑦螺纹升角,中径圆柱上螺旋线的切线与垂直于螺纹轴线的平面之间的夹角。
⑧工作高度,两相配合螺纹牙型上相互重合部分在垂直于螺纹轴线方向上的距离等。螺纹的公称直径除管螺纹以管子内径为公称直径外,其余都以外径为公称直径。螺纹已标准化,有米制(公制)和英制两种。国际标准采用米制,中国也采用米制。
除管螺纹以管子内径为公称直径外,其余螺纹都以外径为公称直径。螺纹升角小于摩擦角的螺纹副,在轴向力作用下不松转,称为自锁,其传动效率较低。圆柱螺纹中,三角形螺纹自锁性能好。它分粗牙和细牙两种,一般联接多用粗牙螺纹。细牙的螺距小,升角小,自锁性能更好,常用于细小零件薄壁管中,有振动或变载荷的联接,以及微调装置等。锥螺纹的牙型为三角形,主要靠牙的变形来保证螺纹副的紧密性,多用于管件。
结构分类
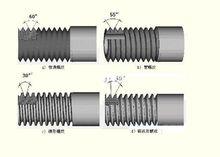
螺纹按其截面形状(牙型)分为三角形螺纹、矩形螺纹、梯形螺纹和锯齿形螺纹等。三角形螺纹主要用于联接,矩形、梯形和锯齿形螺纹主要用于传动;按螺旋线方向分为左旋螺纹和右旋螺纹,一般用右旋螺纹;按螺旋线的数量分为单线螺纹、双线螺纹及多线螺纹;联接用的多为单线,传动用的采用双线或多线;按牙的大小分为粗牙螺纹和细牙螺纹等,按使用场合和功能不同,可分为紧固螺纹、管螺纹、传动螺纹、专用螺纹等。
圆柱螺纹中﹐三角形螺纹自锁性能好。它分粗牙和细牙两种﹐一般联接多用粗牙螺纹。细牙的螺距小,升角小,自锁性能更好,常用于细小零件薄壁管中,有振动或变载荷的联接以及微调装置等。管螺纹用于管件紧密联接。矩形螺纹效率高,但因不易磨制,且内外螺纹旋合定心较难,故常为梯形螺纹所代替。锯齿形螺纹牙的工作边接近矩形直边,多用于承受单向轴向力。圆锥螺纹的牙型为三角形,主要靠牙的变形来保证螺纹副的紧密性,多用于管件。按密封性是又分为密封螺纹和非密封螺纹。
用途应用
加工
模具
直接用模具加工出螺纹的方法
滚压
用成形滚压模具使工件产生塑性变形以获得螺纹的加工方法。螺纹滚压一般在滚丝机。搓丝机或在附装自动开合螺纹滚压头的自动车床上进行,适用于大批量生产标准紧固件和其它螺纹联接件的外螺纹。滚压螺纹的外径一般不超过25毫米,长度不大于100毫米,螺纹精度可达2级(GB197-63),所用坯件的直径大致与被加工螺纹的中径相等。滚压一般不能加工内螺纹,但对材质较软的工件可用无槽挤压丝锥冷挤内螺纹(最大直径可达30毫米左右),工作原理与攻丝类似。冷挤内螺纹时所需扭距约比攻丝大1倍,加工精度和表面质量比攻丝略高。
切削
指用成形刀具或磨具在工件上加工螺纹的方法。
螺纹铣削:在螺纹铣床上用盘形铣刀或梳形铣刀进行铣削。盘形铣刀主要用于铣削丝杆﹑蜗杆等工件上的形外螺纹。梳形铣刀用于铣削内﹑外普通螺纹和锥螺纹,由于是用多刃铣刀铣削﹑其工作部分的长度又大于被加工螺纹的长度,故工件只需要旋转1.25~1.5转就可加工完成,生产率很高。螺纹铣削的螺距精度一般能达8~9级,表面粗糙度为R5~0.63微米。这种方法适用于成批生产一般精度的螺纹工件或磨削前的粗加工。
螺纹磨削:主要用于在螺纹磨床上加工淬硬工件的精密螺纹,按砂轮截面形状不同分单线砂轮和多线砂轮磨削两种。单线砂轮磨削能达到的螺距精度为5~6级,表面粗糙度为R1.25~0.08微米,砂轮修整较方便。这种方法适于磨削精密丝杠﹑螺纹量规﹑蜗杆﹑小批量的螺纹工件和铲磨精密滚刀。多线砂轮磨削又分纵磨法和切入磨法两种。纵磨法的砂轮宽度小于被磨螺纹长度,砂轮纵向移动一次或数次行程即可把螺纹磨到最后尺寸。切入磨法的砂轮宽度大于被磨螺纹长度,砂轮径向切入工件表面,工件约转1.25转就可磨好,生产率较高,但精度稍低,砂轮修整比较复杂。切入磨法适于铲磨批量较大的丝锥和磨削某些紧固用的螺纹。
螺纹研磨:用铸铁等较软材料制成螺母型或螺杆型的螺纹研具,对工件上已加工的螺纹存在螺距误差的部位进行正反向旋转研磨,以提高螺距精度。淬硬的内螺纹通常也用研磨的方法消除变形,提高精度。
攻丝和套丝:攻丝是用一定的扭距将丝锥旋入工件上预钻的底孔中加工出内螺纹。套丝是用板牙在棒料(或管料)工件上切出外螺纹。攻丝或套丝的加工精度取决于丝锥或板牙的精度。加工内﹑外螺纹的方法虽然很多,但小直径的内螺纹只能依靠丝锥加工。攻丝和套丝可用手工操作,也可用车床﹑钻床﹑攻丝机和套丝机。
车削
车削螺纹注意事项:考虑螺纹加工牙型的膨胀量,外螺纹大径(公称直径d)一般应车得比基本尺寸小0.2~0.4mm(约0.13P),保证车好螺纹后牙顶处有0.125P的宽度(P是螺距),镗内螺纹的底孔时保证底孔直径为公称直径-P。。螺纹切削应注意在两端设置足够的升速进刀段δ1和降速退刀段δ2,以剔除两端因变速而出现的非标准螺距的螺纹段。同理,在螺纹切削过程中,进给速度修调功能和进给暂停功能无效;若此时按进给暂停键,刀具将在螺纹段加工完后才停止运动。螺纹加工的进刀量可以参考螺纹底径,即螺纹刀最终进刀位置。
螺纹小径为:大径-1.2倍螺距;螺纹加工的进刀量应不断减少,具体进刀量根据刀具及工件材料进行选择,但最后一次不要小于0.1mm。螺纹加工完成后可以通过观察螺纹牙型判断螺纹质量及时采取措施。但应注意对外螺纹来说当螺纹牙顶未尖时,增加刀的切入量反而会使螺纹大径增大,增大量视材料塑性而定,当牙顶已被削尖时,增加刀的切入量则大径成比例减小,根据这一特点要正确对待螺纹的切入量,防止报废。对于一般标准螺纹,都采用螺纹环规或塞规来测量。在测量外螺纹时,如果螺纹“过端”环规(通规)正好旋进,而“止端”环规(止规)旋不进,则说明所加工的螺纹符合要求,反之就不合格。测量内螺纹时,采用螺纹塞规,以相同的方法进行测量。除螺纹环规或塞规测量外还可以利用其它量具进行测量,用螺纹千分尺测量螺纹中径等等。
测量
1、对于一般标准螺纹,都采用螺纹环规或塞规来测量。
2、螺纹千分尺是用来测量螺纹中径的。用量针测量螺纹中径的方法称三针量法。
3、齿厚游标卡尺用来测量梯形螺纹中径牙厚和蜗杆节径齿厚。
4、其他参数测量用专用量具和仪器。
注意问题
标准画法
在机械制图中,螺纹和螺纹紧固件的视图作图比较繁琐。为提高制图效率,通常采用规定画法。国际标准ISO和中国机械制图标准都规定:螺纹牙顶用粗实线表示,牙底用细实线表示,在垂直于螺纹轴线的投影面的视图中,表示牙底的细实线只画3/4圈,螺纹的终止界限用粗实线表示。螺纹的牙型、直径、螺距……等则在标注尺寸中用螺纹代号标明。在装配图的剖视图中,规定螺纹紧固件均按未剖切绘制,并对常见的螺纹紧固件规定了简化画法,如六角头螺栓、六角螺母和垫圈的一组紧固件可按图中的画法绘制。
标注说明
国家标准规定的标准螺纹标注方法中,第一个字母代表螺纹代号,例如:M表示普通螺纹、G表示非螺纹密封的管螺纹、R表示用螺纹密封的管螺纹、Tr表示梯形螺纹等。第二个数字表示螺纹公称直径,也就是螺纹的大径。它表示的是螺纹的最大直径,单位为毫米。往后的符号分别是螺距、导程、旋转、中径公差代号、顶径公差代号、旋合长度代号。M6的意思就是公称直径为6mm的普通螺纹。
检验测量
检测系统
①硬件系统螺纹参数自动检测系统基于PC架构,主要由照明系统、CCD相机和光路成像系统、、图像采集卡、图像处理系统、机械检测系统以及电控系统等组成。测量时,经照明系统照明后,通过CCD相机和光路成像系统采集紧固件的螺纹图像,然后经过图像采集卡,将数字化图像传到计算机,计算机对该数字图像按相应算法处理后,计算出螺纹的牙型角、螺距和中径等参数,并与标准进行比较,计算出偏差。
②软件系统螺纹参数自动检测的软件系统主要包括系统控制模块图像处理模块等。
系统控制模块:初始化;完成系统图像接口卡及标准参数的初始化配置。图像操作;采集并保存8位的灰色图像,捕获图像到内存。
图像处理模块:图像处理模块包括减少噪声、突出螺纹轮廓边缘信息的图像预处理算法,检测和提取轮廓边缘信息的边缘检测和提取算法,测量数字图像实际尺寸的系统标定算法,以及用于计算螺纹参数的算法等。
测量方法
①螺纹夹角的测量
螺纹夹角也叫牙型角。螺纹夹角的测量可通过测量侧面角来实现,螺纹侧面角是螺纹侧面与螺纹轴线的垂直面之间的夹角。螺纹牙的近似轮廓在螺纹两侧直线段采样,对采样点进行直线最小二乘拟合。
②螺距的测量
螺距是指螺纹上某一点至相邻螺纹牙上对应点之间的距离。测量时必须平行于螺纹轴线。
③螺纹中径的测量
螺纹中径是中径线沿垂直于轴线距离,中径线是一个假想的线。
测量结果
采用机器视觉技术,设计螺纹参数测量自动检测系统,并对标准螺纹试样的螺纹夹角、螺距和中径等参数进行测量。测量结果表明,螺纹参数在规定的误差范围之内。由于视觉检测具有高效和可靠的特点,经过进一步考察,认为可用于生产实践中。
该文章由作者:【博思清】发布,本站仅提供存储、如有版权、错误、违法等相关信息请联系,本站会在1个工作日内进行整改,谢谢!